Erste Schritte
In diesem Leitfaden werde ich derzeit nicht auf das Auspacken und Zusammenbauen des Lasers selbst eingehen. Sculpfun (und Konkurrenten) haben gute Erklärungen, und es gibt auch auf YouTube eine Vielzahl (das Anleitungsvideo von Sculpfun ist hier). Sobald alles eingerichtet ist, kann man loslegen. Zumindest fast. Der Laser selbst hat eine Steuerplatine im Lieferumfang enthalten, aber ohne externe Software ist die mehr oder weniger nutzlos. In den nächsten Abschnitten werde ich einen kurzen Überblick über die Kontrollstruktur geben.
Hinweise zum mechanischen Aufbau
Der mechanische Aufbau ist im Allgemeinen einfach, hat aber auch paar Kleinigkeiten zu beachten. Zuerst muss man sicherstellen, dass der Rahmen rechteckig ist. Lasse zunächst alle Schrauben etwas locker, richte den Rahmen auf und ziehe die Schrauben schließlich fest. Die Riemen, die von den Motoren zum Antrieb des Portals verwendet werden, müssen so fest sein, dass sich der Laserkopf mit dem Schlitten nicht frei bewegt / wackelt. Sie dürfen aber auch nicht so fest sein, dass sich das Portal nicht mehr bewegt. Eine gute Methode, um dies zu überprüfen, ist der Neigungstest (Tilt test). Kippe den Rahmen um 45°. Wenn sich das Portal langsam nach unten bewegt, dann sind die Riemen richtig angezogen (keine exakte Wissenschaft, aber als Test ganz ok). Das gilt für beide Achsen. Eine ausführlichere Anleitung dazu gibt es hier.
Steuerplatine, Firmware und Steuerungssoftware
In diesem Abschnitt möchte ich einen kurzen Überblick darüber geben, wie die Steuerung eines Lasergravierers funktioniert. Meiner Erfahrung nach ergeben sich viele Fragen daraus, dass die Funktion nicht ganz klar ist.
Grundstruktur
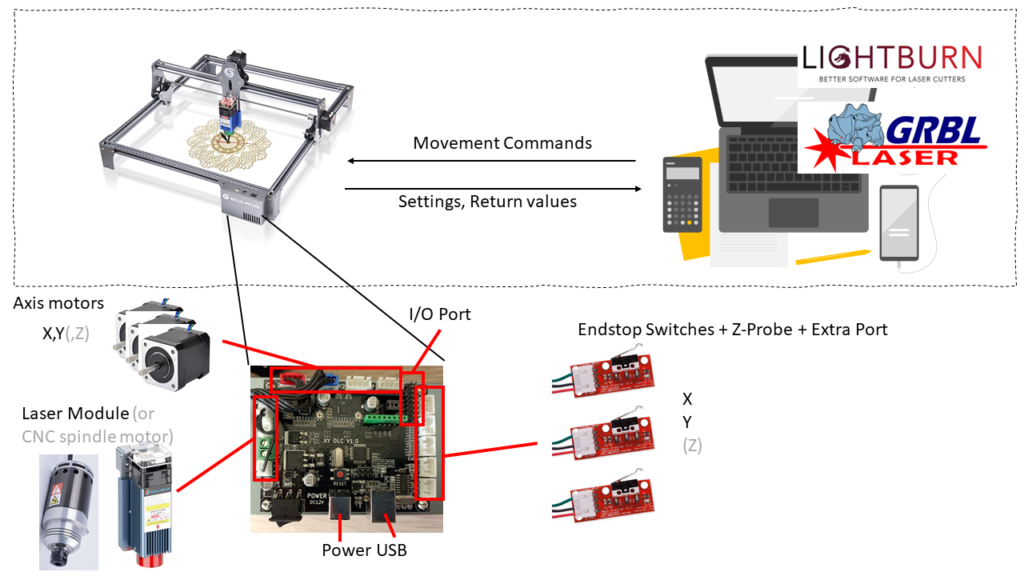
Der Laser enthält eine Steuerplatine, auf der eine bestimmte Firmware (Software zum Ausführen auf einem Mikrocontroller) installiert ist. Aufgabe der Firmware ist es, Steuerbefehle aus der Steuerungssoftware auf einem externen PC in Bewegungen und Ein-/Ausschalten des Lasers zu übersetzen. Der Steuer-PC übergibt die Befehle in sogenannten “G-Codes” an die Steuerung. G-Codes sind eine Art Programmiersprache für CNC-Maschinen. Auf diese Weise können Bewegungsbefehle und andere Aktionen ausgeführt werden. Ein klassischer G-Code besteht aus Buchstaben und Zahlen. Beispiel: „G0 X100 Y100“. Dieser Befehl erzeugt eine schnelle lineare Bewegung zu den Positionen X=100 mm und Y=100 mm (Referenzen: linuxcnc.org, grbl). Die Steuerplatine des Lasers hat eine Steuersoftware (Firmware) mit einem Dialekt namens grbl (ausgesprochen gerbil, https://github.com/gnea/grbl). Dieser Dialekt wurde speziell für die Steuerung von CNC- und Lasermaschinen entwickelt. Es ist ein Open-Source-Projekt und somit frei zu verwenden und zu modifizieren.
Exkursion Firmware-Funktionalität
Damit die Firmware die Steuerbefehle korrekt ausführt, benötigt sie einige Vorkenntnisse über die Mechanik der Maschine. Die Firmware generiert exakte Steuerbefehle für die Motoren, aber Motoren verstehen keine absoluten Positionen, sondern nur, wie viele Schritte sie weiter drehen sollen. Dies ist eine Besonderheit der verbauten sogenannten Schrittmotoren.
Info Schrittmotoren
Schrittmotoren werden Schritt für Schritt (step) gesteuert. Je nach Modell beträgt die Schrittweite z.B. 1,6 Grad. Das bedeutet, dass 225 Schritte für eine komplette Umdrehung (360 Grad) durchgeführt werden. Die Motortreibermodule zerlegen diese Schritte meist noch in Mikroschritte (z.B. 16), sodass in diesem Fall 3.600 Schritte (360/1,6 × 16) eine volle Umdrehung ergeben. Jetzt will man wissen, wie weit sich das System während einer vollen Umdrehung bewegt. Dies muss aus der Mechanik abgeleitet werden, z.B. welche Art von Zahnrad oder Riemen das System antreibt und welche Übersetzungen es dabei gibt. Wenn man mit diesen Informationen die Schritte pro mm Verfahrweg berechnet haben, kann die Firmware die Bewegung korrekt ausführen. Der mechanische Aufbau Sculpfun S6 / S9 verwendet 80 Steps/mm. Das bedeutet, dass die Firmware 80 Schritte an den Motor senden muss, damit sich der Laserkopf um 1 mm bewegen kann.
Wenn die physische Bewegung nicht mit der beabsichtigten Bewegung übereinstimmt, müssen die steps/mm-Parameter entsprechend angepasst werden. Das kann man entweder manuell tun oder einen Assistenten verwenden, wie er von LightBurn bereitgestellt wird (LightBurn-Dokumentation).
Weitere interessante Parameter der Firmware in diesem Zusammenhang sind die maximalen Geschwindigkeiten und Beschleunigungen. Hiermit gibt man in der Firmware an, wie schnell die maximale Bewegung sein darf und wie schnell die maximale Beschleunigung sein darf. Diese Werte sollten auch an die Maschine angepasst werden. Je schwerer der zu bewegende Schlitten oder je schwächer die Motoren sind, desto langsamer kann die Maschine betrieben werden. Man kann der Maschine eine Geschwindigkeit von 10.000 mm/min geben. Aber wenn die Motoren diese Geschwindigkeit physisch nicht erreichen können, erhält man ein nicht-deterministisches Verhalten. Gleiches gilt für die Beschleunigung. Ist diese zu hoch eingestellt, können die Motoren diese Beschleunigung entweder nicht erreichen oder überschießen und erzeugen eine vibrierende Bewegung. Wer das Maximum herausholen will, sollte die Beschleunigung so einstellen, dass gerade eben keine Vibrationen zu sehen sind. Für die Geschwindigkeit muss im Zweifelsfall auch gemessen werden, welche Geschwindigkeit die Mechanik noch erreichen kann. [Wenn ich mal genug Zeit habe, werde ich versuchen, die maximalen Parameter für meinen S6 und S9 empirisch zu bestimmen.]
In der Firmware kann man einige weitere Parameter einstellen, diese werden erklärt, wenn sie in den jeweiligen Situationen benötigt werden. Die Firmware-Parameter innerhalb der Firmware haben alle eine Nummer und werden mit dem Dollar-Zeichen $ vorangestellt angesprochen. Daher sieht man oft Bezeichnungen wie “$32=1”. Das bedeutet, der Parameter 32 soll auf den Wert 1 eingestellt werden. Welcher Parameter was bedeutet, findet man in der Beschreibung der Firmware (für eine deutsche Beschreibung muss man einfach danach googeln). Tools wie LightBurn oder LaserGRBL bieten auch eine grafische Einstellungsmöglichkeit für diese Parameter. Manuell kann man die Parameter über die Konsole setzen. Die Konsole ist ein direktes Kommunikationsinterface, das die Nachrichten der Firmware anzeigt und auch Befehle entgegennehmen kann. Dort kann man den Befehl wie oben angegeben eintippen, “$32=1”, und damit wird der Wert programmiert und gespeichert.
Weitere Informationen zur Firmware finden sich auch im Kapitel zum Firmware-Update.
Steuerungssoftware
Eine Software auf dem Steuer-PC muss die genannten G-Codes generieren und an den Mikrocontroller senden. Besonders beliebt sind LightBurn und LaserGRBL. LaserWeb ist ein weiteres Werkzeug.
Über die Vor- und Nachteile dieser Tools könnte man diverse Artikel schreiben. Im Moment geht es nur um das Prinzip. Wenn das Motiv in der Steuerungssoftware vorbereitet ist, kann es an den Mikrocontroller gesendet werden. Nachdem dieser Prozess gestartet wurde, sendet der PC einen kontinuierlichen Strom von Befehlen an den Mikrocontroller. Daher darf die Verbindung nicht getrennt werden. Wenn Übertragungsfehler auf dem Weg passieren, werden die Befehle vom Mikrocontroller nicht verstanden / ausgeführt. Daher ist es wichtig, ein möglichst kurzes / hochwertiges USB-Kabel zu verwenden. Dies ist eine häufige Fehlerursache. Außerdem darf der Steuer-PC beim Lasern nicht in den Standby-Modus gehen!
In der Steuerungssoftware können verschiedene Parameter wie Geschwindigkeiten angegeben werden. Diese werden von der Firmware ausgeführt, jedoch nur innerhalb der gesetzten Grenzen! Wenn in der Firmware 3.000 mm/min als maximale Geschwindigkeit eingestellt ist, werden die Bewegungen NICHT schneller ausgeführt, auch wenn die Software 6.000 mm/min angibt! Wenn der gesendete Wert über dem eingestellten Maximum liegt, nimmt die Firmware ihren eigenen Maximalwert an. Daher ist es besser, bei der Verwendung des Lasers innerhalb Ihrer Firmware-Grenzen zu bleiben. Dies führt zu den besten Vorhersageergebnissen. Wenn man Bewegung mit 6.000 mm/min an den Laser sendet, aber die Firmware auf 3.000 mm/min eingestellt ist, berechnet LightBurn, dass der Vorgang (z.B.) 3 Minuten dauert, aber in Wirklichkeit dauert es 6 (weil er mit halber Geschwindigkeit ausgeführt wird).